Guide to developing optimum prototyping strategies for developing and testing component designs prior to final die casting die construction. Discusses prototyping alloys and processes, including new rapid prototyping technologies. View the PDF: Prototyping for Die Casting in All Alloys |
 Prototyping for Die Casting in All Alloys
Prototyping for Die Casting in All Alloys
This presentation will aid OEM product designers, engineers, and specifiers with valuable, practical guidelines for assuring sound design-for-manufacturing decisions prior to freezing their designs destined for die casting production. View the PDF: Leveraging DFM Prior to Design Commitment |
 Leveraging DFM Prior to Design Commitment
Leveraging DFM Prior to Design Commitment
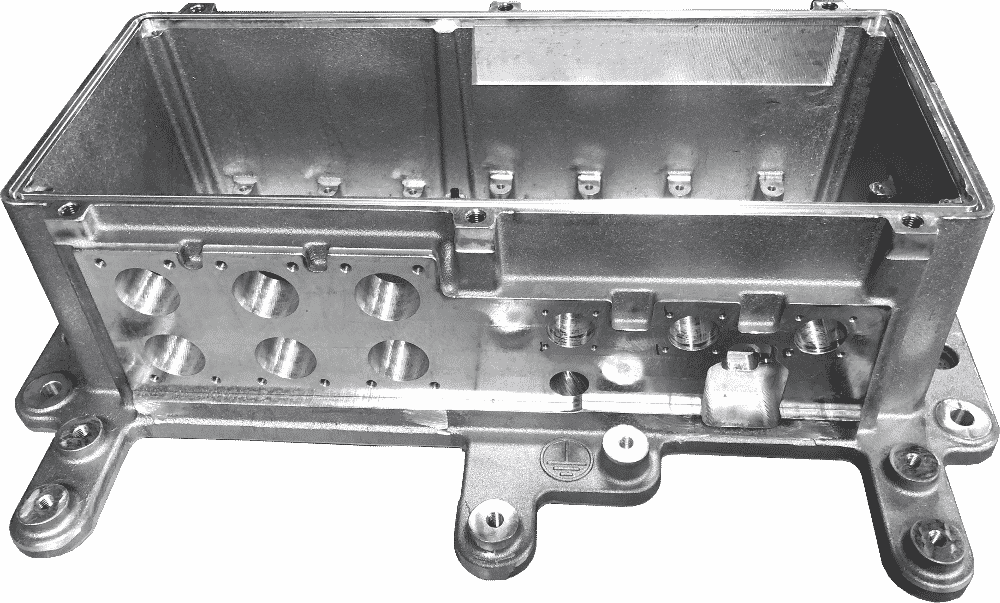
For users of machined parts looking for opportunities to reduce part costs while improving existing designs, with lower environmental impacts. Narrated webinar covers die cast conversion benefits and when such conversions are and are not advantageous. Tips on how best to make the transfer to an optimized die cast part. Covers conversion design considerations, alloys, and surface finishes— with case studies. 30 minutes. |
 Machining to Die Casting: A Guide to Conversion
Machining to Die Casting: A Guide to Conversion
4-page condensed overview of Chicago White Metal Casting capabilities in Al, Mg, and Zn from front-end assistance, prototyping to part finishing, and assembly. Summarizes CWM’s experience, advanced technologies, and ISO 9001 & 14001 registered management systems. View the PDF: Overview of CWM Die Casting & Production Capabilities |
 Overview of CWM Die Casting & Production Capabilities
Overview of CWM Die Casting & Production Capabilities
16-page, full-color comprehensive brochure on Chicago White Metal Casting capabilities in the most widely specified die casting alloys— Al, Mg & Zn. From design assistance through production, post-casting machining, surface finishing, and final product assembly. Detailed overview covers the experience, advanced technologies, and ISO 9001 & 14001 registered management systems that make CWM the cost-effective choice for net- and near-net-shape die cast parts. Includes case examples. View the PDF: CWM Comprehensive Die Casting Capabilities Brochure |
 CWM Comprehensive Die Casting Capabilities Brochure
CWM Comprehensive Die Casting Capabilities Brochure
2-page descriptive detailed data sheet for Chicago White Metal Casting’s current high-tech production specifications, material properties, and nominal chemistry for its Al, Mg & Zn alloy capabilities. View the PDF: CWM Al, Mg & Zn Die Cast Production Specs |
 CWM Al, Mg & Zn Die Cast Production Specs
CWM Al, Mg & Zn Die Cast Production Specs
Updated and expanded 16-page reference to the major design & specification steps that drive the cost and performance of components die cast in Al, Mg, and Zn alloys. Among key design and production factors covered: Matching material properties; Die design & construction; Minimizing part porosity; Optimizing part heat transfer; Preplanning post-casting machining, if required; Dimensioning and tolerancing; Flash considerations; Prototyping; and as-cast finish guidelines. View the PDF: Design & Specification Guide for Custom Die Castings |
 Design & Specification Guide for Custom Die Castings
Design & Specification Guide for Custom Die Castings